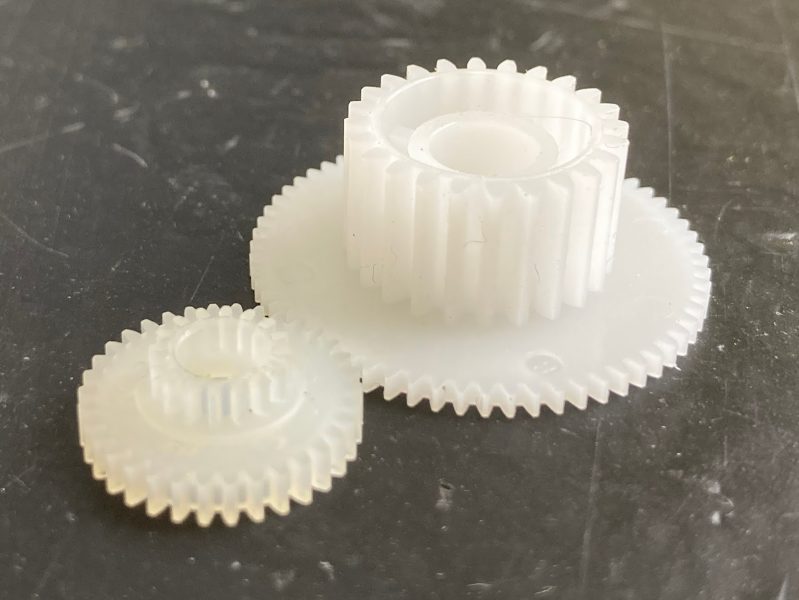
Plastic gears are increasingly replacing metal gears due to their unique properties and developments in materials and processing. Plastic gears can be produced by machining methods (such as hobbing), or they can be made using injection molding, which is more economical. The most significant advantages of plastic gears include cost-effectiveness, elimination of machining operations, low density, shock and vibration absorption, low friction, corrosion resistance, and quiet operation. However, plastic gears have limitations such as reduced load-carrying capacity, less accuracy, dimensional instabilities, limited temperature range, high mold cost, vulnerability to certain chemicals, and residual internal stresses.
In the injection molding process of plastic gears, the gate design and location play a crucial role in determining the quality of the final product. The gate is the point where the molten plastic enters the mold cavity, and its design and location can affect the filling pattern, pressure distribution, and cooling rate of the plastic melt.
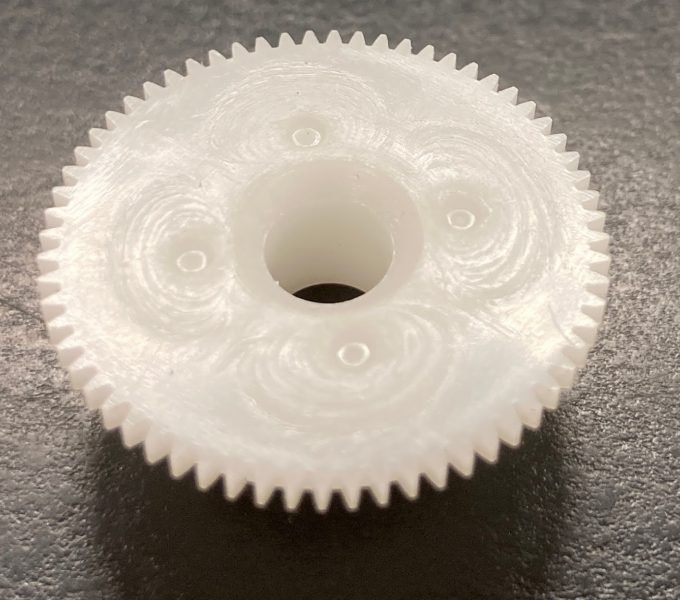
The gate location and design should be carefully considered to avoid weld lines, which occur when the plastic flow fronts meet and form a seam in the finished part. Weld lines weaken the part, and in gears, they can lead to premature failure. Additionally, weld lines can create cosmetic issues, such as visible seams or discoloration. A common solution to this is to use diaphragm or multiple-pin gating.
Misshapen gears can also result from poor gate location. If the gate is located too far from the gear teeth, the plastic may not fill the cavity completely, resulting in voids or incomplete parts. On the other hand, if the gate is located too close to the gear teeth, the plastic may fill the cavity too quickly and create high-pressure areas, leading to distortion of the gear teeth.
To avoid these issues, gate location and design should be optimized to ensure proper filling and packing of the plastic melt, without creating weld lines or misshapen gears. The gate location should be selected based on the part geometry and the mold design, and the gate size and shape should be designed to provide a uniform filling pattern and minimize pressure drop.
References
https://qtcgears.com/tools/catalogs/PDF_Q420/Tech.pdf See pp T100 and following