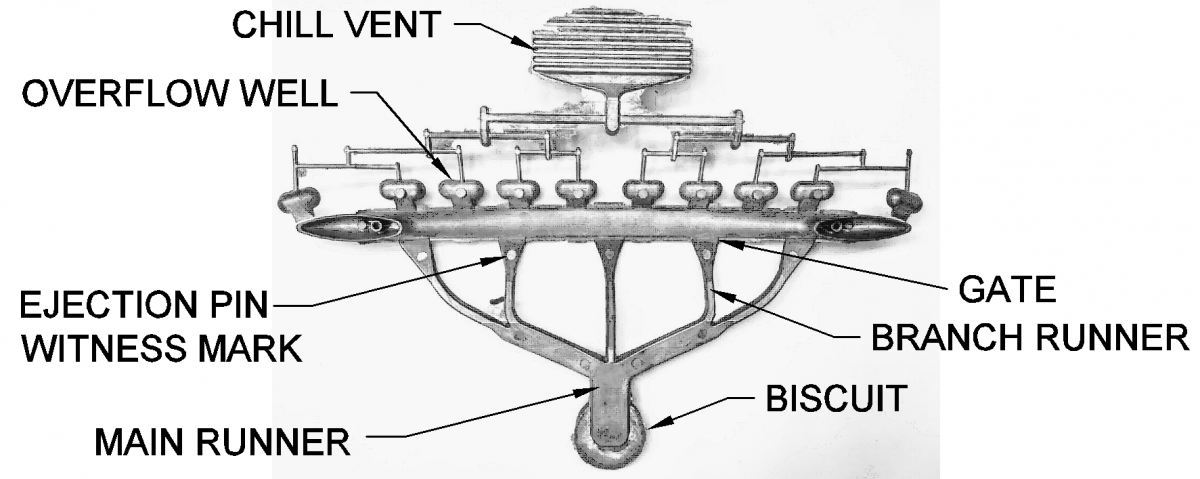
For reference, here is the part after the runner system has been removed:

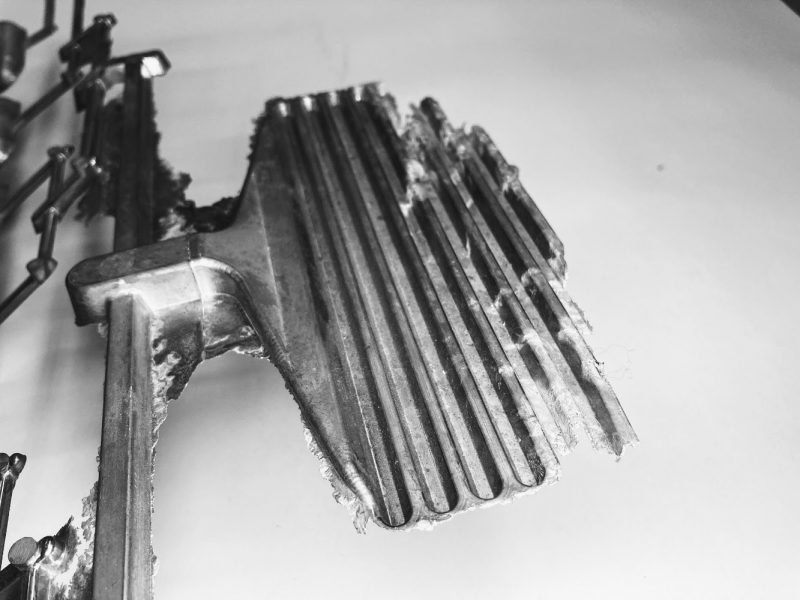
Chill Vents
Chill vents allow a passage for gasses to escape from the mold cavity, but quickly solidify the molten metal as it tries to exit the cavity. Chill vent blocks are sometimes made with alloys that have high thermal conductivity.
Overflow Wells
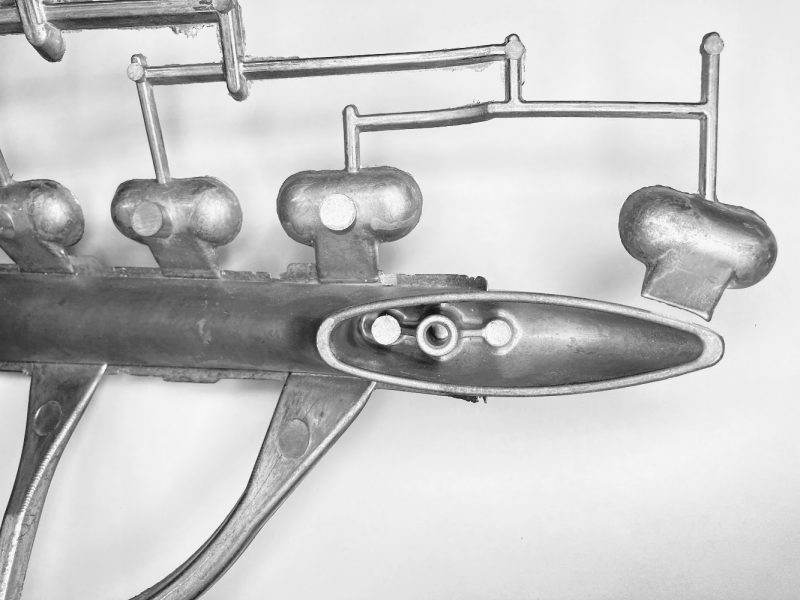
Overflow wells serve to control the flow of molten metal into the mold cavity and prevent the formation of flash. Overflow wells are designed to capture any excess metal that overflows from the mold cavity and channel it back into the main body of the casting, ensuring consistency in size and shape. Overflow wells are located near the gate and are deep enough to accommodate any excess metal but shallow enough to minimize trimming after casting removal. Overflow wells also help to maintain a consistent metal flow rate and distribute the metal evenly throughout the casting, reducing the risk of defects such as porosity and shrinkage in the finished product.
Gates
Gates are the entry points through which molten metal is introduced into the mold cavity. The design of the gate is critical to the success of the die casting process as it determines the flow rate of metal into the mold, and ultimately affects the quality of the final casting. Gates are typically located at the point of highest pressure in the mold and are designed to control the flow of metal into the mold cavity and minimize turbulence and porosity. There are several types of gates used in die casting, including sprue gates, tab gates, and direct gates, each with their own unique design characteristics. The size and shape of the gate, as well as the location and number of gates, are carefully optimized to balance the flow of metal into the mold and minimize any defects that may occur during the casting process. Proper gate design and placement are critical to achieving high-quality castings with consistent dimensions, good surface finish, and minimal defects.
Ejection Pins
Ejection pins are an important component in die casting molds. They are used to push the casting out of the mold once it has solidified and cooled. The design of the ejection pins is critical to the success of the die casting process as it affects the ease of removing the casting from the mold, and can also impact the quality of the final casting. Ejection pins are typically located in the core half of the mold and are positioned so that they can push the casting out of the mold cavity without damaging the surface or causing any distortions. The number, size, and placement of the ejection pins are carefully optimized based on the geometry of the casting and the size and shape of the mold. Additionally, ejection pins can be designed with various features, such as tapers or rounded tips, to minimize the risk of damaging the casting during removal. Proper design and placement of ejection pins are essential for ensuring that castings can be removed from the mold with minimal difficulty and without causing any damage.
Branch Runner
A branch runner is a type of runner system used in die casting molds. It is a secondary channel that runs off of the main runner and provides a pathway for the molten metal to flow into the mold cavity. Branch runners are typically used in complex mold designs, where multiple cavities are present, to ensure that each cavity is filled with the desired amount of molten metal. By using a branch runner system, the flow of metal into the mold can be optimized, reducing the risk of defects such as porosity and improving the consistency of the final castings. The design of the branch runner, including its size, shape, and location, is carefully optimized to ensure that it provides an efficient pathway for the metal to flow and fills each cavity evenly and completely. Branch runners play a crucial role in ensuring that high-quality castings can be produced with consistent dimensions and good surface finish.
Biscuit

A biscuit in die casting refers to the leftover metal from the ladle plunger. It is a small piece of metal that remains after a casting has been made and the plunger has been withdrawn from the ladle. The biscuit can be discarded as scrap or reused to make additional castings, reducing the cost of metal usage and improving the efficiency of the process.